|
|
|
||||
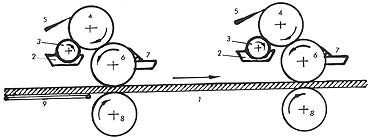
在印刷技术高度发展的二十世纪,有人这样赞誉印刷技术:除了空气和水以外,什么表面都 能 印刷。意思是说,只要是有一定形状的物体,都可以做为承印物,在其上面进行图文转印。 本章工业印刷的内容恰好也说明了这一点。像电子线路板、陶瓷玻璃和纺织品等物品,这些 物体形状不同,性质迥异,但他们都是印刷的对象,通过印刷而成为有一定使用价值的工业 产 品。本节的建材印刷,也向人们展示了印刷术的无所不能。把木材加工中的下脚料和废料像 刨花和木屑加工成刨花板和纤维板,再用印刷的方式使之呈现出珍贵的木纹和美丽的大理石 纹,使它成为高档的建筑装饰材料,不仅充分利用自然资源,变废为宝,而且还装潢了居室 、空间,美化了人们的生活。 木材和钢材、水泥并列为建筑的三大材,随着社会文明的进步和经济建设的发展,木材 越来越成为建筑、车船制造、家具生产的重要消耗材料。然而,中国是一个森林面积覆盖率 偏低,木材资源紧缺的国家。所以,如何节约木材,综合利用,以其他材料代用木材,一直 是大家所关心的问题,而木纹印刷就是充分利用木材资源,提高木材使用价值,以印代木的 有效办法。从五十年代开始,在建材行业就开始研究木纹印刷。 1.印刷木纹贴面板 珍贵木材颜色匀称,纹理美观,但数量有限,价钱昂贵;而像山毛榉、桦木等普通木料价格 虽然低廉,但木纹平淡不太明显。有些人造板像刨花板、胶合板、纤维板等表面粗糙又欠美 观。用珍贵木材的木纹图样作原稿,再经照相分色制作成凹版,将图案印刷在贴面纸上,然 后将印有木纹的贴面纸贴到人造板、普通木板的基材板上,就成为具有珍贵木材纹理建筑装 饰木料,这就是印刷木纹贴面板。 (1)印刷贴面材料。木纹印刷是从五十年代后期才开始发展起来的。最初采用照相凹版印刷的方法,首先将珍贵 木 纹花纹制作在凹版滚筒上。不过,同一般凹版滚筒不同的是,制版时滚筒上的木纹图案需进 行 无端化处理。也就是说整个滚筒上的木纹既没有头,也没有尾,纹理圆周相接。承印物是用 5~10%钛白作填料的钛白纸。画面采用凹版印刷,层次丰富,色调柔和,纹理逼真有质感。 (2)浸渍树脂 为了使贴面纸具有更好的耐油、耐水、耐酸、耐硷及耐磨擦性能,需将印刷完毕后的贴面纸 放入树脂浸渍液中进行浸渍处理。早期应用 素甲醛树脂,但产品耐热性、耐水性较差,后 来改用三聚氰胺树脂、聚酯树脂或邻苯二甲酸二丙烯酯 等处理,使贴面纸纤维的所有空隙都浸满树脂,从而提高了贴面纸的各种抗性。浸渍树脂以 后,应立即送入干燥机中干燥。 (3)贴面纸坯的热压成型。装饰贴面纸是由多层浸渍纸经热压而成的。热压成型后的贴面纸坯不仅外形美观,还具有一 定的厚度和机械强度,便于后序加工使用,也便于保管和运输。 (4)基材。凡是表面需要装饰的板材都可以作基材。对基材的主要要求是:板面要平整,内部结构均匀 ,具有一定的机械强度和厚度,含水率适宜。常用的基材有刨花板、胶合板、纤维板等。 (5)贴面纸坯与基材的贴合。贴面纸坯热压成型后即可与基材贴合。选用胶合板作基材,其厚度应大于7毫米以上;细木 工板厚度应大于15毫米;刨花板的厚度应大于19毫米。如果需要使用薄的人造板作基材 ,必 需采用双面贴面法处理,在基材的背面可以单贴浸胶纸,不仅基材两面受力平衡,也进一步 改善基材的外观形象。 2.人造板凹版平印印刷 贴面板木纹印刷是建材木纹印刷中传统的加工方法,几十年来一直在使用着。随着人造板工 业的发展,一种更加方便的木纹印刷方法,即在人造板上直接进行凹版平印印刷的表面装饰 技术获得了迅速的发展(图22-1)。
图22-1 凹版平印印刷人造木板
木纹直接印刷与贴面板印刷相比,有着明显的优点。首先在基材上直接进行印刷,节省了木 纹印刷贴面纸、塑料薄膜等材料;其次工艺过程短,不需要大型热压设备,因而设备投资少 ;再次是辅助材料消耗少,生产效率高,因而产品成本也低。 (1)基材的表面整饰。木纹直接印刷的基材如刨花板等板材的表面比较粗糙,必须经过表面砂磨、打腻子、涂底漆 及砂光等整饰处理才能在其上面进行印刷。 (2)凹版平印印刷。贴面纸凹版印刷其承印物是纸,而在人造板上直接进行凹版印刷,其承印物是没有柔韧性的 人造木板。为了使凹版网坑内的印墨能转印到木板上,采用凹版平印印刷的方法,与人造板 直接接触压印的不是金属凹版滚筒,而是具有弹性的橡皮滚筒。 这是木板印刷的专用凹版平印印刷机。凹版滚筒上的印墨首先转印到橡皮滚筒上,再经橡皮 滚筒把印墨转到木板表面。 每一印色有一套滚筒组合,常用的凹版平印机由三套色组合串联而成,机器同步运转,印刷 效果较好。 (3)表面涂饰。印刷完毕的木板,还需进行表面涂饰处理。常用的表面涂饰油漆有:硝基清漆、醇酸清漆、 聚氨酯清漆及聚酯漆等。 (4)凸版压纹。经过三色凹版印刷和表面涂饰以后,木板的色泽虽然柔和但印刷表面光滑,缺乏木纹的纹理 手感。为了增强印刷木纹的真实感,在表面再进行凸版压纹处理。压纹机的结构比较简单。用机械雕刻的方法,制做成无端化的凸版压纹滚筒,木板经过压纹滚筒压印以后,木板表面 不仅显示木纹的纹样,而且还有纹理的手感。 3.木纹印刷用的水性墨 木纹印刷与其他印刷另一不同之处,木纹凹印使用的是水性印墨。由于用水作稀释剂,所以 配制方便,无火灾危险,对人身也无危害。另外由于水性墨粘度低,流动性好,所以印刷机 器的输墨系统相对比较简单。 木纹印刷常用的颜色为红、黄、黑三个色。颜料为氧化铁。经过铁红、铁黄和铁黑三者不同 比例之调配,即可调制出从红到黄,从棕到黑一系列不同的颜色。铁红颜料化学稳定性好 ,又耐洗耐光,颜色经久不变。 塑料薄膜作为现代工业产品,在工业、农业以及人们日常生活等各个方面无不显示它的存在 。常用的塑料薄膜有聚氯乙烯、聚乙烯、聚丙烯、聚酯、聚碳酸酯、聚 胺等。其中以聚氯 乙烯薄膜印刷贴面作为装饰材料应用量最大,已有二三十年的历史。 1.塑料薄膜印刷前的放电处理 塑料属于高分子聚合物,因为分子结构中缺少强极性基团,所以它的化学稳定性很高,能耐 酸、耐硷、抗油、抗水。在常温下,既不被一般溶剂溶解,对印刷油墨也缺乏必要的亲和力 。所以塑料薄膜表面,如不经特殊加工处理,印在其表面上的油墨很不牢固,一擦就会脱落 。 为了增强塑料薄膜表面与印刷油墨的亲和力,常采用放电处理。利用高频振荡脉冲高电压, 使空气中气体分子电离,发生放电现象,当塑料薄膜通过放电间隙时,在脉冲电弧的作用下 ,光滑的塑料薄膜表面,会产生肉眼看不见的毛刺,从而增强了薄膜对印刷油墨的结合力。 2.塑料薄膜印刷与压花 能够对塑料薄膜进行印刷的,有凸版印刷、凹版印刷、网版印刷和柔性版印刷,但更多的是 凹版印刷。四色卫星式凹版轮转印刷机由放卷、印刷和复卷三大部分组成。印刷的花纹可以 是珍贵的木纹,也可以是美观的大理石纹,或其他装饰图案。 为了增强印刷图案的立体感和质感,印完以后还要在薄膜表面进行压花处理。塑料薄膜属于 热塑性物质,利用它的这个特性,把薄膜加热到120~160℃,然后用刻有花纹的压印辊在薄 膜上压印出花纹。与压花过程同步进行的是冷却处理。当薄膜冷却至室温以后,薄膜表面上 压印的花纹就固定成形了。 3.塑料薄膜贴面工艺 经过印刷和压花处理的塑料薄膜,已经显示出美丽的木纹或其他花样纹理,将这样的薄膜贴 合在人造板的表面上,就成为美观、坚固、耐用的建筑装饰材料。 塑料薄膜贴面工艺同印刷木纹贴面板加工工艺差不多,也是通过压制复合,将贴面粘附在基 板上。 (1)贴面用胶粘剂。关键是选择适用的胶粘剂。常用的胶粘剂有聚醋酸乙烯酯与丙烯酸树脂混合物,醋酸乙烯与 氯乙烯共聚物以及氯丁橡胶、丁胜橡胶等。 (2)基板。胶合板、纤维板以及刨花板等都可以作基板。胶合板、纤维板的表面比较平滑,不用打腻子 ,只要磨光去毛刺就行。刨花板表面比较粗糙,在贴塑料薄膜之前必须先磨光、刷净、打腻 子等表面整饰处理。 (3)辊压复合。将处理好的基板送入辊压机中,连续进行涂胶、预干、辊压,在3 ~5公斤 平方厘米的压力 下和70~80℃温度中将塑料薄膜压合到基板上。 壁纸属于高档建筑室内装饰材料。虽然用印刷的方式为壁纸印刷各式图案,压制浮雕花纹在 外国已有几十年的历史了,但是在中国大量生产壁纸却是八十年代以后的事。 为使用方便考虑,壁纸多为卷 筒纸轮转印刷。原则上讲,几种印刷方式都可以,实际上大多 使用轮转凹版印刷。如北京人民机器厂生产的适用于壁纸和木纹等贴面装饰印刷的AJ401型 卷筒纸单面四色凹印机,就是这种机型。 作为壁纸印刷的承印物,一般用钛白纸,表面复合塑料薄膜,也有完全采用塑料薄膜的,其 印刷方式同木纹印刷相似,故不赘述。
|
||||||
|